Munkalapok illesztése FK 650-es marósablon használatával

Szakmai fórumokon visszatérő, vitákra okot adó problémakör a postforming munkalapok illesztése. Az egyszerű, kényelmes és biztonságos alumínium fordítóprofilok gyors, ám esztétikailag kifogásolható megoldások. A legszebben kivitelezett és jól tervezett konyhát is csúffá tehetik. Főleg, ha színben is nagy az eltérés. Természetesen vannak esetek, amikor nem tudunk más, korszerűbb megoldással dolgozni. Ennek több oka lehet. Az ügyfél pénzügyi helyzetétől a szakember technológiai felkészültségéig széles lehet a paletta. Sok lapszabászat vagy szakosodott vállalkozás foglalkozik munkalapok megmunkálásával, de vannak olyan helyzetek, amikor ezeket nem tudjuk igénybe venni. Ilyenkor jól jöhet egy munkalap-összemaró sablon. Többféle konstrukció van a piacon, mi most az egyik leggyakrabban vásárolt FK 650-es eszközt próbáltuk ki, melyet a Kentech Kft. bocsátott a rendelkezésünkre.
MI VAN A CSOMAGBAN?
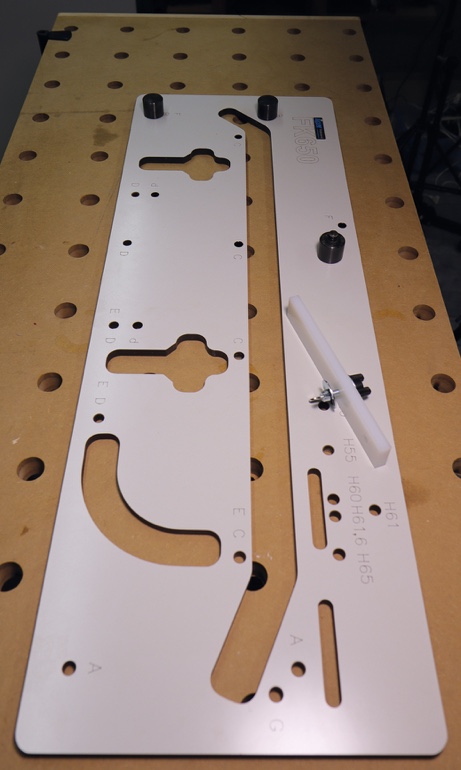
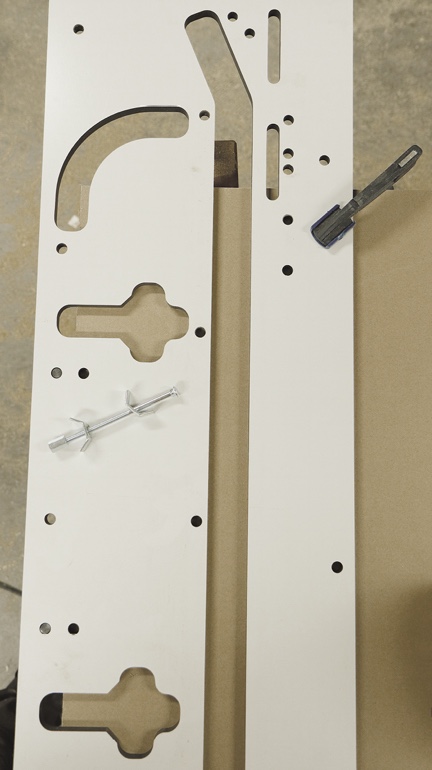
A sablonkészlet kemény hullámpapírban érkezett. A külső csomagolásban, egy kis fiókban találjuk a sablont, a három acél- és az egy műanyag ütközőt, valamint a többnyelvű használati útmutatót. A leírás maga értelmezhető ugyan, de nem szakember készítette, ezért némely mondat szakmai értelmezéséhez kell némi fantázia. Az ábrák segítsége vitathatatlan, de lehetnének nagyobbak és a pozíciójuk is illeszkedhetne jobban a szövegkörnyezethez. A sablon anyaga kemény, erős műanyag. Az acél távtartók nehezek, viszont két-két „O” gyűrűvel biztonságosan illeszkednek a furatokba.
Mivel 4 az 1-ben sablonról beszélünk, van egyfajta ementáli feelingje az eszköznek – és első ránézésre az ember nem feltétlenül jön rá, melyik furatba mit és mikor helyezzen. Ezért végigvezetjük a marást a következő sorokban.

ITM TOOLS gyémánt marókés 12 mm-es élkörrel és 45 mm-es munkahosszal.
ELŐKÉSZÜLETEK
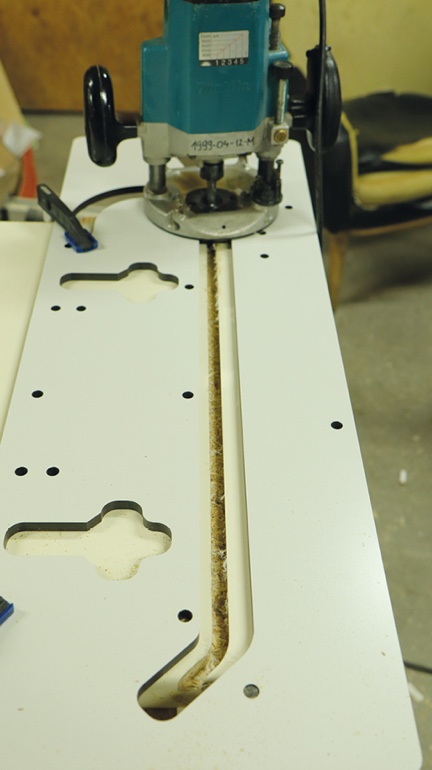
A sablon megléte szükséges, de nem elégséges feltétele a sikeres műveleteknek. Kelleni fog egy olyan felsőmaró, amely teljesítményben, szerszámbefogadásban alkalmas egy minimum 12 mm átmérőjű marószerszámmal dolgozni, s egy 30 milliméteres másológyűrűt is fogadni. Az elszívás sem másodlagos. Teljesítményben 2 kW környéki gép a javasolt, konstans elektronikával. Jelen bemutatóban egy 21 éves Makita 3216 C gép volt az alany, de lehetőség lett volna további három másik gép alkalmazására. A magam részéről kíváncsi voltam, hogy az adott szerszámmal és alapanyaggal hogyan birkózik meg a múlt évezred egyik ikonikus gépe.
Mi lehet a megoldás? Jelen esetben egy szegmentált él kialakítású gyémántmaró. De az drága! – gondoljuk. Ha végigszámoljuk, hogy mi mennyibe kerül, beszerzés, karbantartások, élezés, rohangálás, hamar nyilvánvalóvá válik, hogy az akár 40-szer éltartóbb gyémánt fajlagosan olcsóbbra jön ki, mintha vásárolnánk egy tucat hagyományos felépítésű kést (ide értve a cserélhető lapkásokat is, ahol értelemszerűen az élkör nem változó tényező, de az élkialakítás még továbbra is egyenes). De a legfontosabb a gyémántszerszámok esetében az a magabiztosság, amit nyújtanak. Előveszi az ember, befogatja a gépbe és dolgozik… És még mindig…
Az ITA TOOLS egy lengyel fejlesztő- és gyártócég. Érdekelt, hogy mit tudnak a szerszámaik, ezért a Kentech Kft. jóvoltából ki is élhettem ez irányú törekvéseimet. Mivel korábban is használtam gyémánt marószerszámokat, nem igazán volt kétségem, de a kapott szerszám több szempontból is izgalmas. A gyémántlapkák két sorban helyezkednek el. Az egyik sor három, míg a másik két élt tartalmaz. A talpél forrasztott kemény fémlapkák. A szerszám kialakítása lehetővé teszi, hogy 18 és 45 mm vastagságú felületborított anyagokat marjunk vele kipattogzódás nélkül. A lapkák ugyanis az alapanyag közepe felé mutatnak. Vagyis a forgácsolási erők eredője nem párhuzamos a lap síkjával. A szerszám kialakítása példás. Az élek lézerrel élezettek és a hátlap is speciálisan lett kialakítva. A szerszámtest szárán a legfontosabb paraméterek is megtalálhatók, de még QR-kódot is találunk.
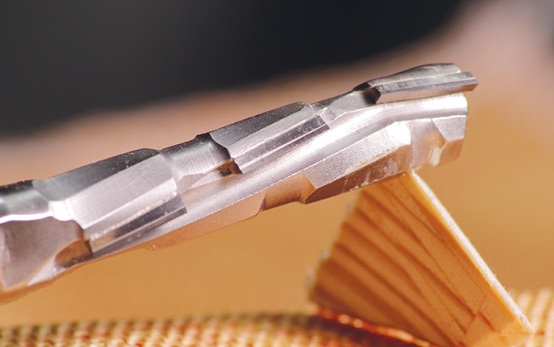
Három él elhelyezkedése. Jól látszik a „terelés iránya”.
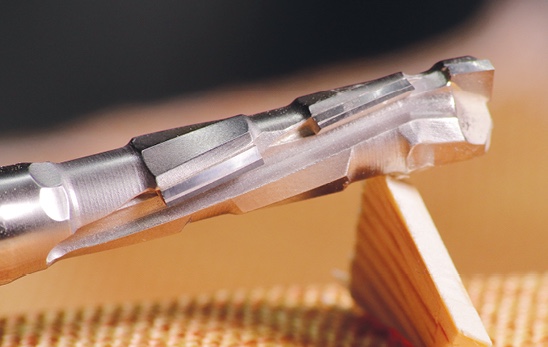
A szerszám másik oldalán elhelyezkedő élek.

Talpél-kialakítás.

A szerszámtesten minden szükséges információ fellelhető gravírozva.
A MARÓSZERSZÁM KIVÁLASZTÁSA
A marószerszám kiválasztása már több vitát is kiválthat. Jellemzően forrasztott kemény fémlapkás marókat preferálnak. A tapasztalat azt mutatja, hogy egy prémium kategóriás szerszám esetében is az éltartósság meredeken csökken, a felületminőség romlása ennek arányában romlik. Az egyenes élkialakításnak van egy negatív hatása is, mégpedig az, hogy a felületborítást hamar kipattogzódásra kényszeríti. Ezzel szemben a ferde élkialakítás, amikor az él a lapanyag közepe felé „terel”, még életlen szerszám esetében is kipattogzódásmentes felületet eredményez. Természetesen a tompa szerszám megnövekedett forgácsolási erőt jelent, ami pedig teljesítményfelvételt is növel. Pont itt a probléma, hogy sokszor azért vásárolunk „bitang nagy” marógépet, mert kell a teljesítmény. Ami az életlen szerszámból következik. De miért nem élezik meg a szerszámokat? − hangozhat a kérdés. Mert akkor az élkörátmérő is csökken, s vele együtt az illesztés pontossága is.

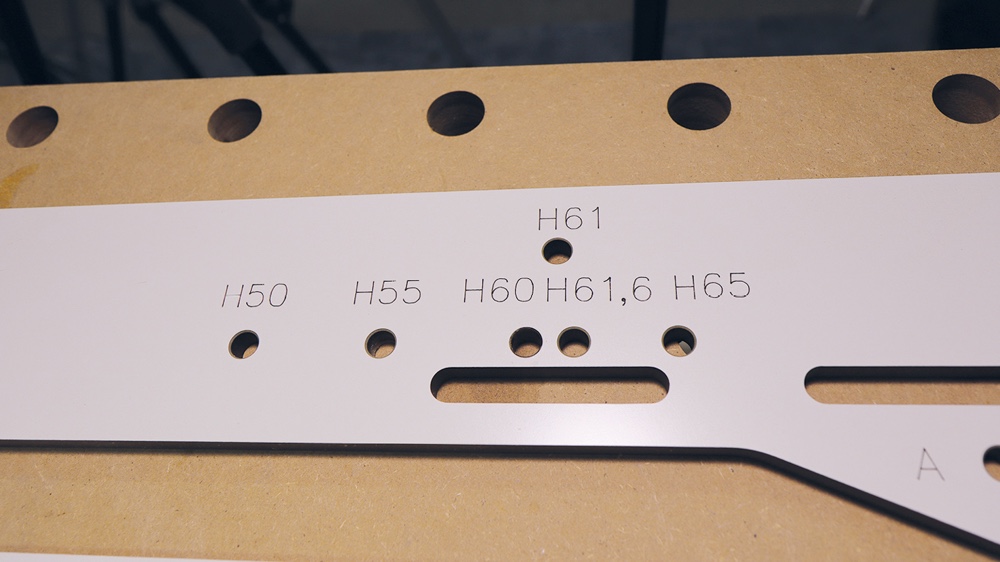
Ütközők elhelyezése a „C” és a „H60”-as pozícióba, 600 mm-es munkalap profiloldali marásához.
A fal felőli ütköztetéshez több lehetőség közül választhatunk.
INTELMEK
Mielőtt nekiállnánk a munkalapok marásának, pár fontos dolgot érdemes tisztázni:
- A sablonon lévő furatok több lehetséges műveletet tesznek lehetővé, ezért a jelzéseket figyelmesen kövessük.
- A rövid oldal marásánál törekedni kell, hogy a sablon a leeső felületen is támaszkodjon, ellenkező esetben nem lesz merőleges a marás. Ez azt is jelenti, hogy szabászatnál célszerű minimum 30 mm ráhagyással dolgozni. Természetesen a leeső darabbal történő hézagolás is működik, de ez az esetek többségében többet ront a helyzeten, mint használ.
- Csak a marást követően vágjuk pontos hosszra a munkalapot. „U” és „G” vonalvezetésnél fokozott óvatosságra van szükség a pontos méret kialakítása miatt.
- Mivel a marást balról jobbra végezzük minden esetben (forgácsolási iránnyal ellentétes előtolás), ezért hol a munkalap színéről, hol pedig a fonákjáról kell a marást végezni. Ellenkező esetben a dekorlemezt kiszabhatja a marókés.
- A sablon mindkét vezetőélétől 9 mm-re lesz a marás vonala (FK 650-es sablon 12-es átmérőjű szerszámmal).
- Az illesztést a profilozott élen végezzük elsőként.
A SABLON HASZNÁLATA
A marósablon 420–650 mm széles munkalapok illesztésére alkalmas. 90° és 45° kötések, kerekítések, „kutyacsontok” süllyesztéséhez. A sablonon több jelzett pozicionáló furat található. A profilozott élhez kell először ezeket beállítani. Ez egyszerű, mivel minden esetben a „C” pozíciókat választjuk. A harmadik ütköző a munkalap fal felőli oldalához kerül. Ezek „H” jelzést kaptak és öt pozíció közül választhatunk a munkalap szélességének megfelelően.

Fonákról történő marás.
Hibátlan kontúr.
Jelen esetben 600-as standard munkalap volt az alany, így ide került az ütköző (H60). Ezek után a munkalapra kell rögzíteni a sablont. Ehhez normál pillanatszorítót használhatunk. Arra kell vigyázni, hogy a marógép talpa ne ütközzön a szorító fejének.
Nyugodt szívvel lehet 2–3 lépcsőben elvégezni a marási műveletet, nem kell egy menetben. A munkalap élének marása is az ütközők elhelyezésével kezdődik. Ilyenkor a „B” furatokba kell az ütközőket bepattintani.
Élről történik az ütköztetés.

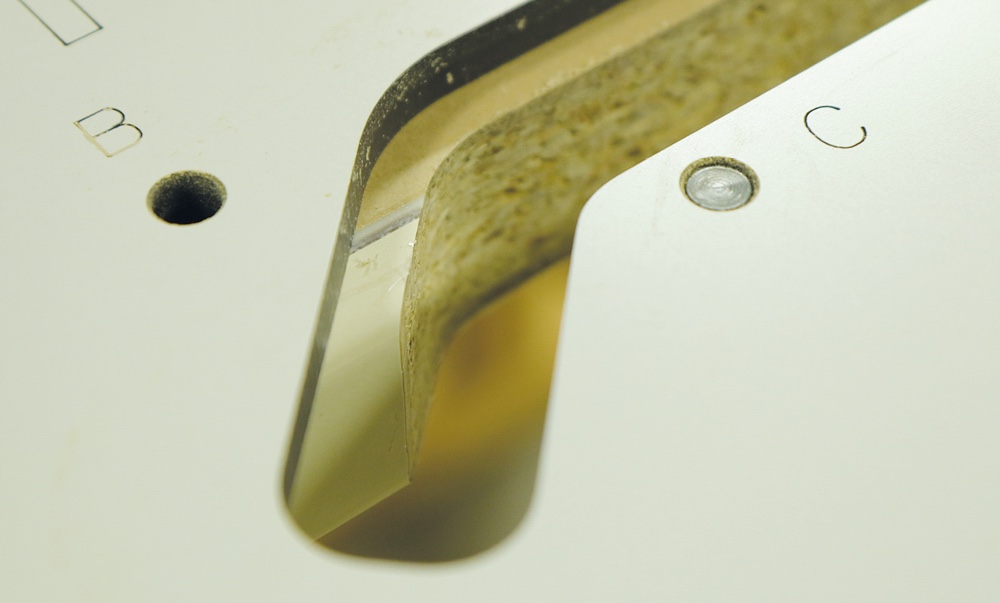
Tökéletes illesztés.
Sajnos, a furatok viszonylagos közelsége miatt egy nagyobb winklivel ajánlott a derékszög ellenőrzése. A képen jól látszik, hogy a sablon teljesen rátakar a munkalapra a jobb oldalon. Erre a már említett, síkra merőleges marás miatt van szükség. A rögzítést követően nincs más dolgunk, mint elvégezni a marást.
Mivel a sablon aszimmetrikus, a szorítók elhelyezésénél nagyobb a szabadságfokunk.

Relatív ütköztetés beállítása.

Próbaillesztés. Jól látszik a derékszögtől való eltérés és az illesztés pontossága.
A FALAK RITKÁN DERÉKSZÖGŰEK…
A sablonnal lehetőség van a korrekcióra abban az esetben, ha a fal nem derékszögű. 3 fokig van erre lehetőségünk. A szöget ajánlatos úgy meghatározni, hogy a pult magasságában elhelyezünk két hosszú vízmértéket, vagy öleslécet (esetleg merülőfűrész vezetősínjét), majd egy szögmásolóval felvesszük a szöget. A hosszú vízmértékre azért van szükség, hátha a falban is van egyenetlenség, görbeség, hupni, vagy egyéb huncutságok. Persze az is megoldás, hogy a marásra kijelölt munkalapot a pultra fektetjük, majd arra ráhelyezzük a már lemart alkatrészt. A marás vonalát átrajzoljuk a marandó munkalapra. Fényes vagy fóliás munkalap esetében egy maszkolószalagot is ragasszunk fel, mert a filcen kívül más nem fog nyomot hagyni. A profilmart munkalapot nyugodtan félretehetjük, csak a rövid oldallal kell dolgoznunk.
Összehúzató fészkének marása „D” pozícióban.
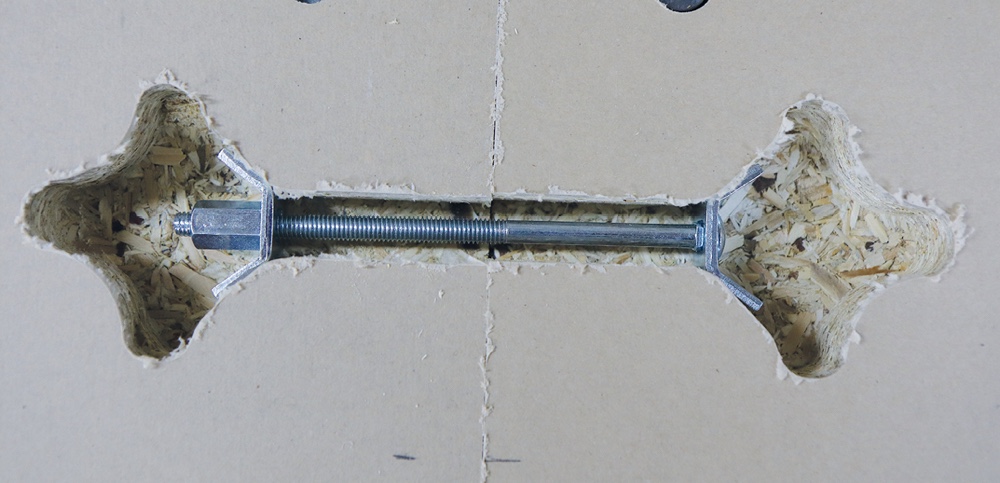
A kész fészek a munkalap-összehúzó fogadására.
Az eljárás lényege, hogy nem a profilos oldalról történik az ütköztetés, hanem a fal felőli oldaltól. Ehhez azonban a korrekciós ütközőt fel kell szerelni. A „B” furatokba helyezzük el az ütközőket, majd helyezzük a munkalapra. Ezt követően a korrekciós ütközőt úgy kell felszerelni, hogy annak sarka az elméleti marási vonalhoz érjen. Ez 9 mm-re van a sablon kontúrjától. Ezután a kijelölt helyre helyezzük a sablont úgy, hogy a hátsó ütközőt használjuk (az acélütközők ilyenkor már nem kellenek). Rögzítjük a sablont, majd leszereljük a korrekciós ütközőt, nehogy elmarjuk a nagy révületben. És jöhet a marás. Próbaillesztéssel ellenőrizzük a munkát.
Ez a módszer azért célravezető, mivel nem kell a szögfelezéssel bajlódni. Egyedül a profilról mart lapot kell hosszabban végigmarni, ha nyit a fal, mivel a sarokban akkora lehet az anyaghiány, amit már a konyhai hátfal nem feltétlenül fog eltakarni.
Applikátorral felszerelt tömítőanyag.

Az „F” pozíciókkal 45 fokos marás készíthető.

Az „E, D” és „E, C” pozíciókkal egy kellemes ívet adhatunk a munkalapok végeinek.
MÉG NINCS VÉGE
Az utolsó művelet a mechanikai ös - szeköttetés létrehozása. Ez többféle módszerrel történhet, jelen esetben a hagyományos „kutyacsontos” megoldás létrehozását követjük nyomon. Ebben az esetben is az ütköztetéseken múlik a siker. Az ütköztetés történjen a fél felőli oldalról. Választhatunk, hogy rövid, vagy hosszú kutyacsontot (munkalap-összehúzó vasalatot) szeretnénk alkalmazni. A hosszúhoz a „D”, a rövidebbhez a „d” furatokat használjuk.
Megoszlanak a vélemények, hogy két, vagy három fészket marjunk. Én a hármat preferálom 600–630-as munkalapoknál. Fontos a mélység beállítása. Ez 20–25 mm legyen. Előbbi 28-as, utóbbi 36-os munkalapvastagság esetében. A marás menete egyszerű, az ITM szerszámmal egy menetben 20-as fogásvétellel pillanatok alatt megtörtént. A marások után az élbe pár pozicionáló marást kell készíteni, hogy a síkok passzoljanak. Ezt minden esetben a munkalapok színéről végezzük. Ez lehet lamellókötés, vagy akár dominó is. A mennyiség tekintetében három-négy idegencsap a minimum, kötéstípustól függően.
Kapcsolódó dokumentum:
munkalapok-illesztese-fk-650-es-marosablon-hasznalataval
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.