Egy gatteros bemutatása
A gatteros, szakszerűen keretfűrészgép-kezelő, az egyik legfontosabb ember a fűrészüzemekben. A gatter, illetve a keretfűrész, a fűrészüzem alapgépe, a gépkezelő irányításával a gép által felfűrészelt mennyiség meghatározta az üzem teljesítményét, és a keletkezett fűrészáru minősége az árbevételét.

Raffel Pál és Füleki Attila a versenyen a fűrészáru méretét ellenőrzi
A keretfűrész a fűrészgépek közül az egyetlen alternáló főmozgású faforgácsoló szerszámgép. A legrégibb fűrészgép, megtalálható szinte minden vidéken, de Európában a legelterjedtebb. Kezelőjének nagy szaktudással, ügyességgel és koncentráló képességgel kell rendelkeznie, mert ő végzi el az első műveletet a rönk feldolgozásakor, mert itt dől el az évtizedeken keresztül nevelt fa sorsa. Régen a gép kezelőjének nagyon sok dolga volt, a rönkbefogó kocsin ülve munka közben mindkét kezét és lábát használnia kellett, jobb kézzel a rönkbefogás és fordítás műveletét irányította, bal kézzel az elektromos vezérlést, az előtolást, a leszorító hengerek emelését kezelte, jobb lábbal az előremenetet, bal lábbal a hátramenetet szabályozta, közben figyelt a fűrész hangjára, mert abból tudta megállapítani, hogy minden rendben van-e. Magyarázza nekem Füleki Attila, aki több mint 30 évig dolgozott a soproni Tanulmányi Erdőgazdaság Fafeldolgozó üzemében gatterosként. A szakmát saját maga tanulta ki, segéd gatterosként még a Herkules keretfűrészen kezdett dolgozni, majd a nagyobb teljesítményű lengyel és végül a német Esterer keretfűrészen. Mindent figyelt és sokat kérdezett, olyan ügyes volt, hogy már 2 év után kinevezték a gép kezelőjének.
Füleki Attila a versenyen fűrészlapok behelyezését végzi
Meséli, hogy a ’70-es és a ’80-as években kétévente rendeztek a keretfűrészgép kezelőinek országos versenyt, amel yen Ő is indult és első helyezést ért el társával, Raffel Pállal. A megszerezhető legmagasabb pontszámmal, 22 ponttal megelőzve a második helyezetteket, toronymagasan a legjobbak voltak. Büszkén mutatja az első helyezésért járó oklevelet.
Oklevél a Keretfűrészgép és Rönkvágó Szalagfűrészgép Kezelők Országos Versenyén elért 1. helyezésről
A korabeli sajtó szerint ezeknek a versenyeknek az volt a célja, hogy „segítse a keret fűrészkezelők munkájának hatékonyságát, a magas technikai színvonalon álló gépek szakszerű kezelését, a korszerű munkamódszerek és kimagasló eredmények elterjesztését, a méretpontos minimális idő alatti vágás elvégzését, maximális gazdaságosság mellett.” A verseny elméleti és gyakorlati feladatok megoldásából állt. Az elméleti tudást tesz tkérdések megoldá sával ellenőrizték, amelyeket a keretfűrészgép műszaki paramétereiből, gépészeti és munkavédelmi ismeretekből állítottak össze. A gyakorlati feladat több részmunkából tevődött össze: előre meghatározott pengeosztás szerint lapcsere elvégzése az üzem által előre előkészített lapokból, egy darab rönk felvágása, a fűrészáruméretek ellenőrzése, majd ezt követően 10 db azonos átmérőjű és hosszúságú rönk felfűrészelése, a fűrészlapoknak a keretből való kiszerelése, és elszállításra való előkészítése. Minden munkafolyamatot szigorúan ellenőriztek, mérték a fűrészáru méreteit, a fűrészelési időt, figyelték a munkavégzés szakszerűségét. A fűrészelési feladatokat ESTERER HD 30 típusú keretfűrészen végezték el. A MÉM (Mezőgazdasági és Élelmiszeripari Minisztérium) és a FATE (Faipari Tudományos Egyesület) szervezésében kerültek megrendezésre ezek a versenyek, és mindig másik üzem volt a házigazda. Ezeken a versenyeken a szakemberek egymás között ki tudták cserélni véleményüket, megosztották tapasztalataikat, kár, hogy abbamaradt és nem rendeznek manapság ilyen versenyeket, talán jobban felfigyelnének erre a szakmára és az utánpótlás sem okozna olyan nagy gondot. Füleki Attilán kívül az országban nem volt még egy olyan ember, aki 8 órás műszak alatt felvágott 168 m3 fenyőrönköt ilyen keretfűrészen. Véleménye szerint erre a szakmára születni kell, ez a munka a kamionsofőr és a nehézgépkezelő munkájának ötvözete. Itt minden zörejre, különös hangra figyelni kell, mert annak jelentősége van. Ha nem jön rá, mi okozhatta azt a hangot, akkor abból könnyedén baj lehet. Nagyon kell figyelni a lapok járására is, amikor elkezdenek „táncolni”, vagyis jobbra-balra kitérni, akkor az azt jelenti, hogy tompulnak a fűrészfogak élei, le kell cserélni őket. Az előtolásnál is érezni lehet, hogy mit bír ki, ha könnyedén szalad a fűrész a fába, akkor lehet növelni még egy kicsit az előtolást. Ez úgy van, mint mikor az ember fut, az elején gyorsan szalad és könnyedén veszi a levegőt, amikor már fárad, liheg, nehezen veszi a levegőt. Így van ez a fűrésszel is, ha könnyen megy, lehet engedni, hadd menjen, ha nehezen vágja át a fát, vissza kell venni az előtolásból. Ilyen hasonlatokkal és átéléssel magyarázta el az üzemben tanuló diákoknak is a helyes fűrészelés titkait. Egyenként foglalkozott velük, mindegyik tanuló mellett ott állt és magyarázta a fogásokat, addig nem hagyta elmenni őket, amíg nem csinálták helyesen. Felhívta a figyelmüket olyan dolgokra is, amire sokan nem figyelnek oda, mint például, hogy az ékeket fokozatosan a keret közepétől a széle felé jobbra és balra egyaránt haladva szabad csak lazítani, illetve feszíteni, hogy a rönköt hogyan kell forgatni, befogni, bevezetni a gépbe, hogy a rönkkocsik befogó karjai állandóan feszesek, a karmai pedig a fa keménységének megfelelő élességűek legyenek. A gépek bekapcsolásakor fontos, hogy a gépet csak akkor szabad elindítani, ha az indító berendezés és a hajtótengely különböző szinten van, ha a különböző szintekről ehhez az előírt felismerhető jelzést leadták és a visszajelzést megkapták.

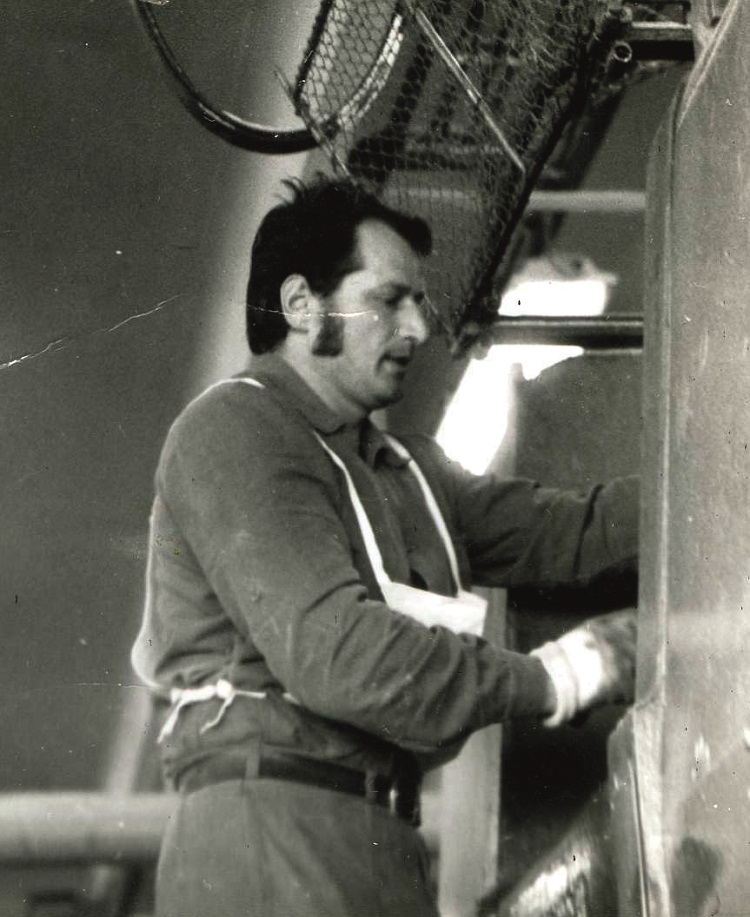
Füleki Attila gatteros
A szakma szeretetét és elhivatottságát jellemzi, hogy a rendszerváltás után sok kollégája kiment Ausztriába dolgozni, Ő nem ment el a konkrét megkeresések és hívások ellenére sem, nem hagyta cserben a fűrészüzemet. Véleménye szerint a fűrészelést komolyan kell venni, nagyon fontos, hogy megfelelő szakmai tudással és szakmaszeretettel rendelkezzenek azok, akik a közvetlen termelést végzik. Napjainkban már üvegfülkéből irányítják a gépeket, megszűnt a gép és az ember közvetlen kapcsolata, manapság már nem a fűrész hangja alapján vezetik a rönköt a fűrészelés folyamata alatt, hanem szenzorok és különböző érzékelők alapján történik a rönk forgatása és előtolása. Sok új gép és új technológia jelent meg a piacon, de a keretfűrészt nem tudja helyettesíteni semmi sem!
Forrás:
Zoller Vilmos: Keretfűrész és rönkvágó szalagfűrészgép kezelők országos versenye a fűrésziparban. Faipar, 1979.12. szám. 375–378. p.
Zoller Vilmos: Keretfűrész és rönkvágó szalagfűrészgép kezelők országos versenye a fűrésziparban. Faipar, 1981. 9. szám. 310–313. p.
A lapra az alábbi linken fizethet elő:
https://faipar.hu/magyar-asztalos-elofizetes
Kapcsolódó dokumentum:
egy-gatteros-bemutatasa
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.