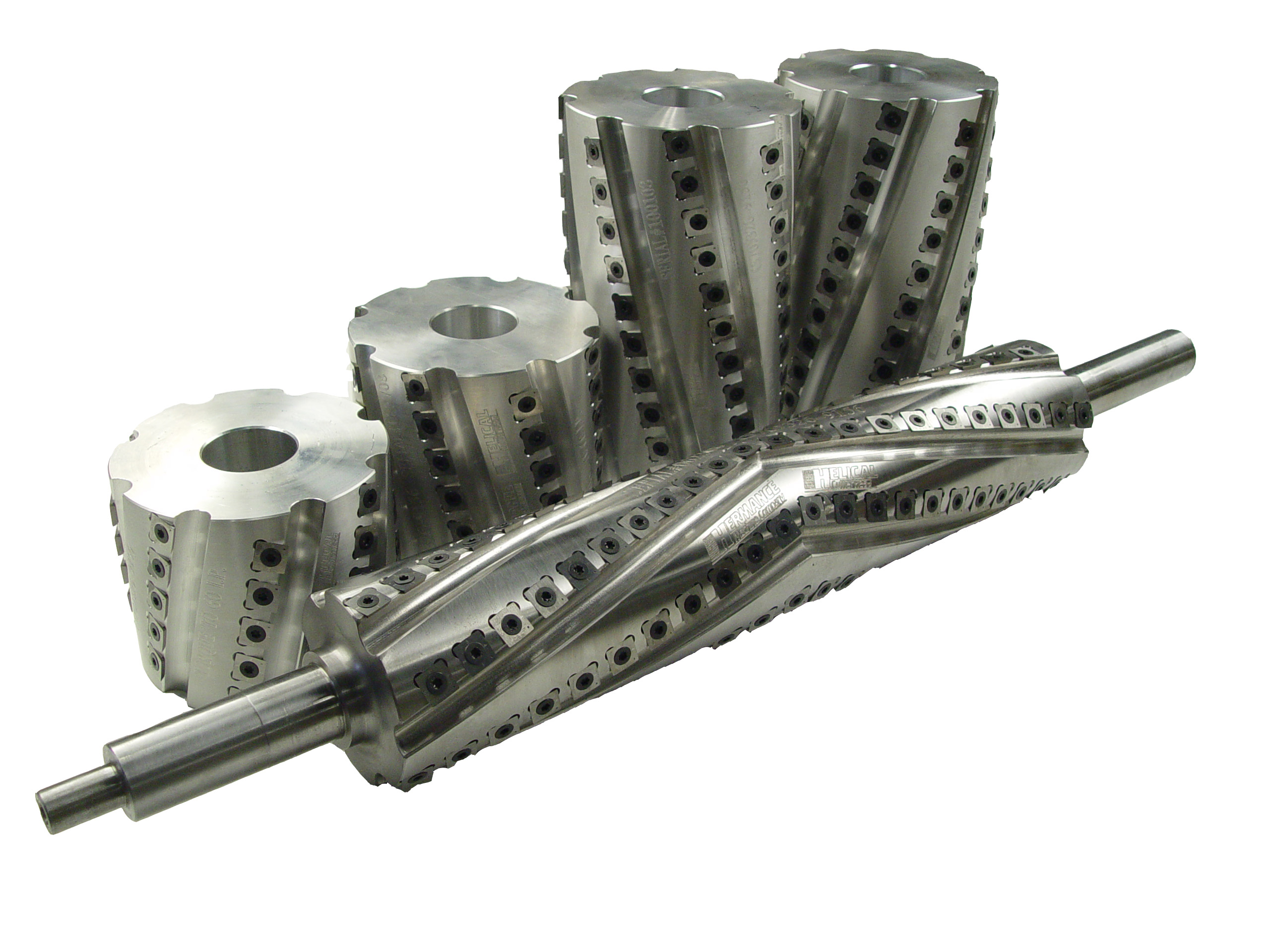
A spirális késtengely
Összevetettük, hogy a forgácsoló munkát végző gyalukések esetében az egyenes-, illetve a spirális késtengely hogyan dolgozik. Íme az eredmény!
 Az egyenes késtengelynél a tengelyvonallal és egymással is párhuzamos kések helyezkednek el az általában fedőlapos vagy ékléces tengelyekben (2 vagy 4 késsel). A vágóélek munka közben teljes élfelületükkel „beleharapnak” a fába, aminek következményei lehetnek a gyalult felület hullámossága és helyenként a rostszálak kiszakítása.
Az egyenes késtengelynél a tengelyvonallal és egymással is párhuzamos kések helyezkednek el az általában fedőlapos vagy ékléces tengelyekben (2 vagy 4 késsel). A vágóélek munka közben teljes élfelületükkel „beleharapnak” a fába, aminek következményei lehetnek a gyalult felület hullámossága és helyenként a rostszálak kiszakítása.

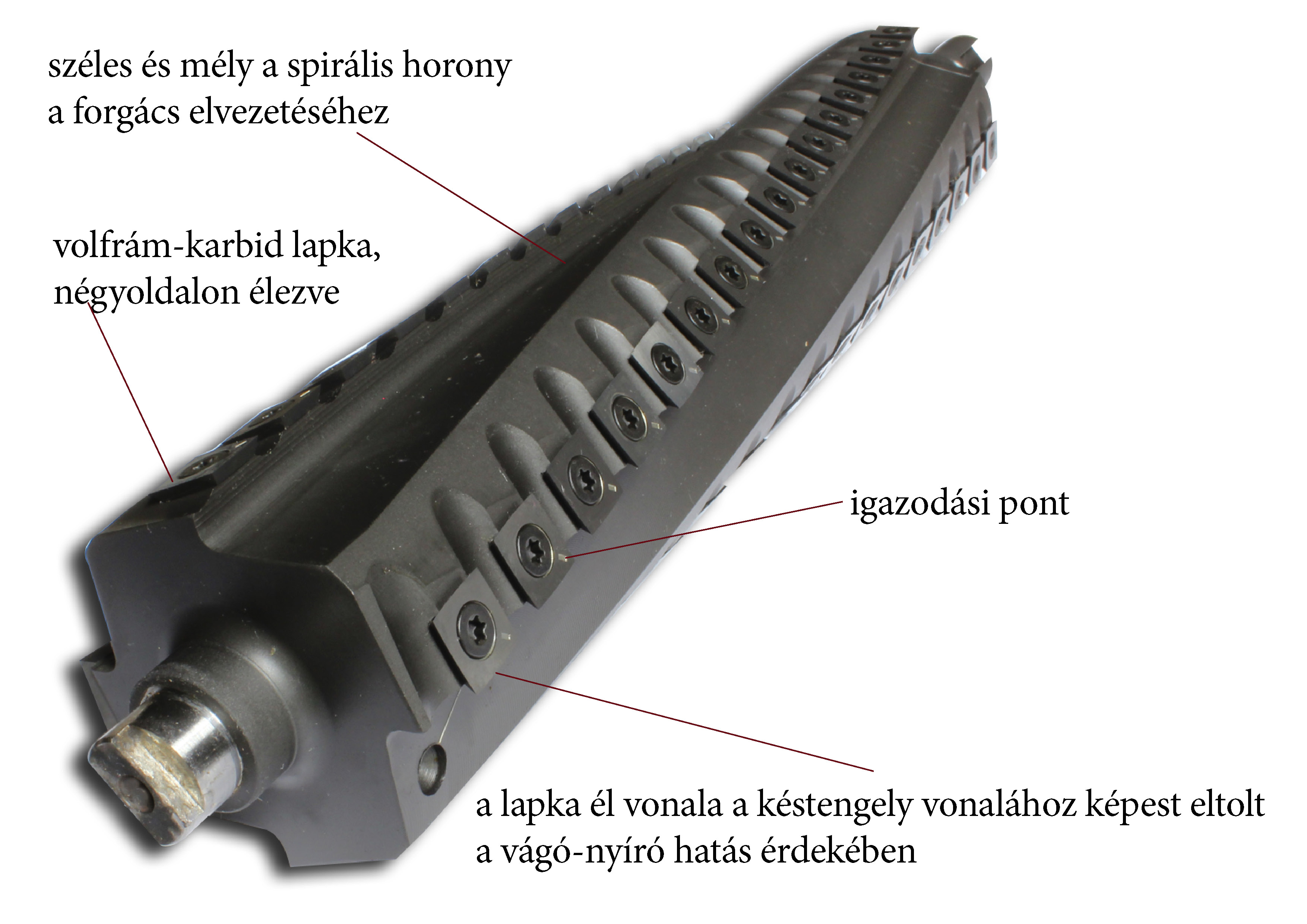
A spirális késtengelynél a forgácsoló lapkák vágóélei egymáshoz képest eltolódva érintkeznek a munkadarabbal, Ezek a kis felületű, eltolt élek inkább elnyírják, minthogy kiszakítanák a rostokat. Az eredmény: sokkal simább, egyenletesebb felület.
Emellett a csomók által okozott „ütés” a frissen élezett egyenes gyalukést is képes megbénítani, hiszen az a megtört vágóél ott már nem dolgozik, így „csíkos” lesz a gyalult felület. A lapkáknál ilyen veszély nem fenyeget, mert sok kis lapka fut át egy felületen, kidolgozva egyik-másik életlenségét. Az állás: 0-1

Az egyenes gyalukések beállítása kapcsán tapasztalhattuk, hogy a pontos rögzítés időt és nagy odafigyelést igényel – még a gyors-beállításos rendszereknél is. Gyakorlattal ez az idő csökkenthető. A spirális késtengelynél a lapkáknak fix helyük van, így magát a tengelyt egyszer kell beállítani a megfelelő forgácsoláshoz, onnantól fogva nincs szükség újraállításra.
Életlenséget tapasztalva a lapkát rögzítő torx-fejű (TPI) csavart kell meglazítani, és a négy oldalán megélezett lapkán fordítani egyet a még nem futtatott él irányába. Bár ezeket a lapkákat volfrám-karbidból (vídia) készítik, és nagyon jó az éltartósságuk, 120-140 lapka esetében a forgatással így is elmegy az idő, pláne a cserével, és gyakorlattal sem lehet sokat spórolni ezen. Úgyhogy: 1-1
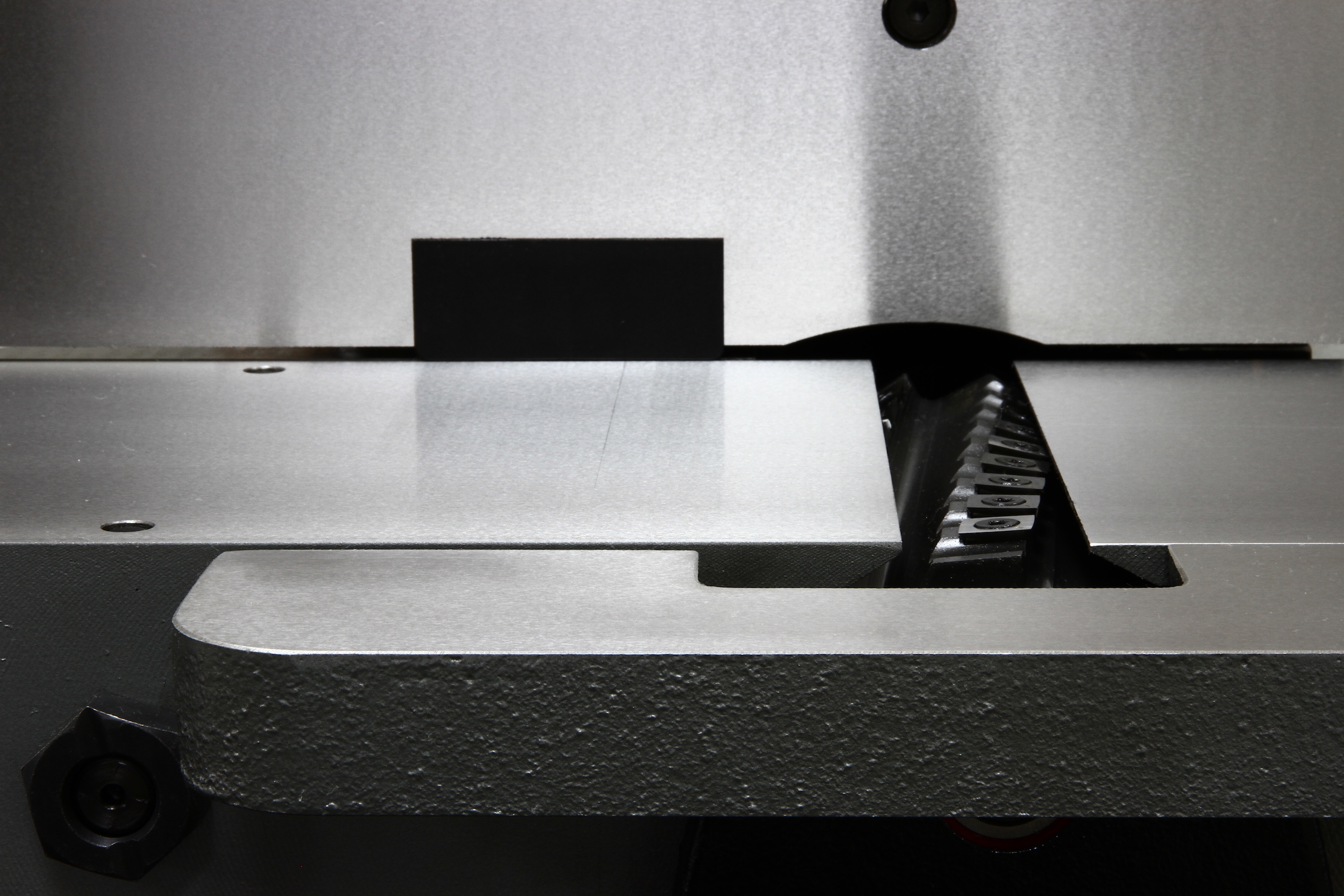
Nézzük a rezgést és a zajhatást! Az egyenes késtengely esetében egy-egy kés érintkezése a megmunkálandó anyaggal előbb befejeződik, mint ahogy a következő kés belevágna az anyagba. A forgácsoló erő így nem egyenletes, hanem ingadozik, ezért a gyalugép rezgése intenzív. A spirálisan elhelyezett lapkák esetében azonban egy lapka mindig munkában van, a forgácsolás tehát folyamatos. Ennek egyik következménye a jelentős (adott esetben akár 50%-os) rezgéscsökkenés. Ami pedig a zajt illeti: egy hagyományos gyalugép még új korában is 105-110 decibeles zajkibocsátással működik, míg spirális késtengely felhelyezésével ez az zajérték kb. 20 decibellel csökkenthető. 1-2
A forgács- és porelszívás területén is vizsgálódtunk. Egyenes késtengely esetében ismert lehet az az állapot, amikor a forgácsdarabok egymással összeakadva kupacokat alkotnak és eltömítik a porelszívó könyökcsonkot, vagy a csövet. Ennek egyik oka a nagy méretű forgácsdarabok, amelyek így könnyen össze tudnak gubancolódni egymással. A spirális tengely munka közben kisebb forgácsdarabkákat termel, melyek könnyebben közlekednek és jobban tudnak tömörödni a zsákokban, tartályokban. A végeredmény tehát: 1-3 a spirális késtengely javára.
Egy jó technológia képes sokat hozzátenni de elvenni is a hatékony munkavégzésre szánt időből és energiából, érdemes tehát alaposan körbejárni a gyártók kínálatait.
Itt is jelzem: Ha Önnek, kedves olvasó, van építő jellegű észrevétele, ötlete, tapasztalata, írja a meg a faipar@xmeditor.hu levelezési címre. Minden hasznos hozzászólást közzéteszünk!
Kíváncsi a teljes írásra? A Magyar Asztalos júliusi számában ezt is elolvashatja – sok más szakmai cikk, valamint gép- és szerszámgyártó ajánlata mellett. Megnézem az előfizetési lehetőséget.
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.