A forgácsolószerszámok tulajdonságai
A megmunkált felület minősége több tényezőtől függ. Minden asztalos tisztában van azzal, hogy a fordulatszám, a kések száma, a szerszámátmérő, az előtolás sebessége, a ciklois ívek nagysága között milyen alapvető összefüggések vannak. A forgácsolás során a fordulatszám, a kések száma, az előtolás sebessége stb. mellett a forgácsolószerszám kialakítása is központi szerepet kap. A hagyományos szerszámok mellett jelen vannak a piacon az innovatívabb forgácsolóeszközök is, melyek használatával jelentősen jobb minőségű felület alakítható ki tömörfa-megmunkálás esetén.

A faipari gyalugépek között, függetlenül a gép kivitelétől, az egyik legfontosabb szerszám maga a késtartó tengely, mely magában foglalja a gyalukést is, mint forgácsolószerszámot. A késbefogás módja szerint az alábbi hagyományos tengelytípusokat tudjuk megkülönböztetni:
- fedlapos késtengely,
- ékléces késtengely (sugárirányú, vagy húrirányú csavarszorítással),
- késfordítós késbefogás, melyek esetében a kések nem élezhetőek, azonban mindkét oldalukon található forgácsolóél, így gyors és pontos késcserét tudunk rajta végezni, anélkül, hogy a beállítás során beállítósablont kellene használnunk,
- spirális késbefogás, amikor is a hajlékony, mintegy egy milliméter vastagságú gyorsacél késeket a tengelybe mart két csavarvonal alakú horonyba illesztjük be,
- osztott élű (négy élű), fordítólapkájú késtengely kerül megemlítésre, melynél a keményfémlapkák spirális elrendezésűek.
A hagyományos tengelyű gyalugépek általában három vagy négy gyalukéssel vannak felszerelve, melyek esetén jobb felületi minőség úgy érhető el, hogy a gyártók a tengely fordulatszámát megemelik, így a kevesebb késszám a magasabb fordulatszámmal kerül kompenzálásra. Aki már dolgozott egyengető gyalugépen, az tudja, hogy szélesebb munkadarabok gyalulása esetén jóval nagyobb erőt kell kifejteni az előtolás során, és a kések tompulása is gyorsabban bekövetkezik. Amikor aztán késcserére kerül sor, akkor ezt lécvonalzóval, indikátoros mérőórával, ellenőrző sablonnal, vagy a legjobb esetben mágneses idomszerrel tudjuk elvégezni; mely hosszabb folyamatot és így több időt jelent.
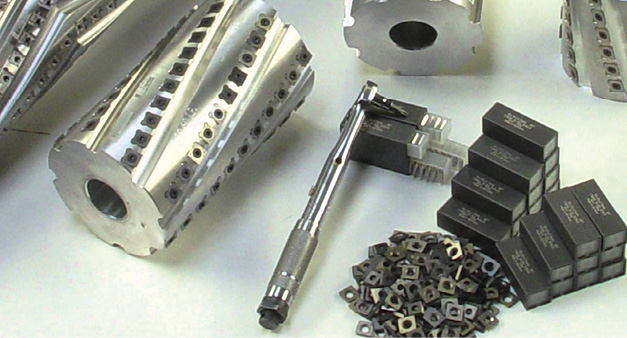
Ezzel szemben a spirálkéses, fordítólapkájú gyalutengelynél a kések spirálvonalban helyezkednek el, és a fordítható lapkák előre kimart ágyakba kerülnek befogatásra. A spirális terhelésnek köszönhetően a terhelés egyenletesen oszlik meg a marólapkákon, ráadásul az elkülönített forgácsolóéleknek köszönhetően a leválasztott forgács mérete is csökken a hagyományoshoz képest, így biztosítva a könnyebb forgácselszívást.
Míg a hagyományos kések gyors-acélból készülnek (HSS), addig a fordítható lapkák keményfémből (HW) kerülnek kialakításra, melyek élettartama akár húszszoros is lehet a gyorsacélhoz képest. Kopás esetén a lapkák egyszerűen, gyorsan átfordíthatók, cserélhetők, és a munkavégzés már folytatódhat is. A faanyagban lévő szög, amellett, hogy komoly bosszúságot tud okozni, a hagyományos tengely összes gyalukését kicsorbítja, ami nyomot hagy a megmunkált anyag felületén. Spiráltengely esetén ezt a hibát gyorsan tudjuk orvosolni, ha a cserélhető lapkát átfordítjuk.

A praktikusságot követően érdemes foglalkozni a megmunkált felület minőségével is, hiszen nem mindig tudunk csomómentes, azonos szállefutású anyaggal dolgozni, nem beszélve arról, hogy a különböző fafajok másként forgácsolódnak. A HSS késsel felszerelt gyalutengelyhez képest, a spirálkéses gyalutengely esetén nem találkozunk kiszakított anyagrészekkel, hiszen a lapkák külön-külön forgácsolóegységként dolgozva, mintegy harántirányban vágják el a fa rostjait, így biztosítva a jobb minőséget. Így a csiszolás is leegyszerűsödik.
Zajterhelések mérése során azt állapították meg, hogy az új faipari gépek működésük során 75–100 dB-lel terhelik a környezetüket. Egyes cégek mérései alapján a spirálkéses kialakítási mód során alapjáraton 10%-kal, gyalulás közben pedig 15%-kal is lehet alacsonyabb ez a zajszint. (HSS kések esetén alapból LwA 89,8 dB(A), gyalulás közben LwA 101,8 dB(A); HW spirálkéses tengellyel alapjáraton: LwA 80,7 dB(A), gyalulás közben LwA 87,8 dB(A).)

Ár-érték arány felől közelítsük meg a kérdést! Egy 510 mm-es, 4 késes késtengelyhez való HSS kést (510x32x3 mm méretben) már találunk 10.100 forintért is, amelyből értelemszerűen négyet kell vennünk, ami 40.400 forintos kiadást jelent. Cserélhető lapkás spirálkés esetén – egy másik példát nézve – 77 darab lapkára van szükségünk az 510 mm-es késtengely esetén. Egy tízdarabos készlet 13.440 forint, nyolc csomaggal számolva 107.520 forint lesz a teljes késkészletünk ára. Ez így soknak tűnik, azonban nem egy vágóélt, hanem négyet vásároltunk, éppen ezért egy vágóélre számolva a hagyományoshoz képest csak 26.880 forintot költöttünk el, így hosszú távon jobban megéri spirálkésben gondolkozni, nem beszélve a minőségi felületről és a nagyobb kopástartalomról.
MARÓSZERSZÁMOK
A marószerszámok fejlődési vonalát nézve láthatjuk, hogy a nem cserélhető élű marószerszámok (hátramart maró, hátraesztergált maró, koronamaró) az utóbbi időben háttérbe szorultak, mivel a forgácsolóélek gyorsan elkopnak, és így gyakrabban kell őket élezni. Az ő helyüket váltották ki a cserélhető élű marószerszámok (más néven betétkéses marók), melyek esetében a betétkés keményfémből, vagy pedig ipari gyémántból is készülhet. A cserélhető kések a szerszámacélból készült feltűzhető marófejben ékléces vagy csavarozott kivitelben rögzíthetők. Ezen marószerszámok esetén a szerszámprofilok kialakítása majdhogynem végtelen, alkalmazási területtől függően a sima egyenes falcolófejtől kezdve a kontraprofilmarón át, egészen az ajtógyártó/ablakgyártó marófejekig, többféle szerszámot tudunk felhasználni.

Itt is megtalálható a spirális, osztott élű szerszámkialakítás, melynek mindkét szerszámtípus esetén azonos jellemzői és előnyei vannak a hagyományos késtípusokhoz képest.
Marószerszámok esetén pedig egyértelműen a cserélhető késes, feltűzhető marószerszámok jöhetnek számításba, hiszen egy marófej megvásárlása után a profilkéseket tetszés szerint vásárolhatjuk meg. A felsőmarókhoz használatos száras marók is készülnek cserélhető lapkával, ezen szerszámok használata során megspóroljuk az élezés költségeit, valamint azt az időt, amíg a szerszámot élezésre küldjük.
Forrás:
www.felder.hu
Dr. Sydorkó György – Szerényi István: Tömörfa megmunkálás
www.faipar.com
Képek forrása:
www.woodworkersjournal.com
www.faba.pl
www.felder.hu
Kapcsolódó dokumentum:
a-forgacsoloszerszamok-tulajdonsagai
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.